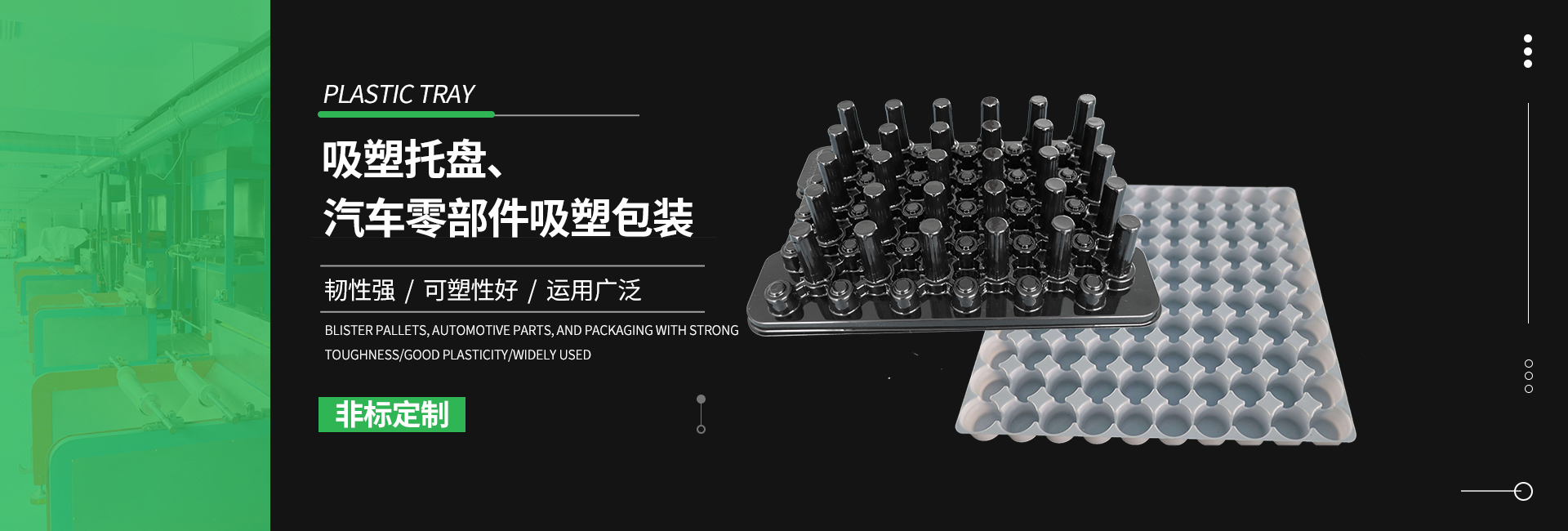





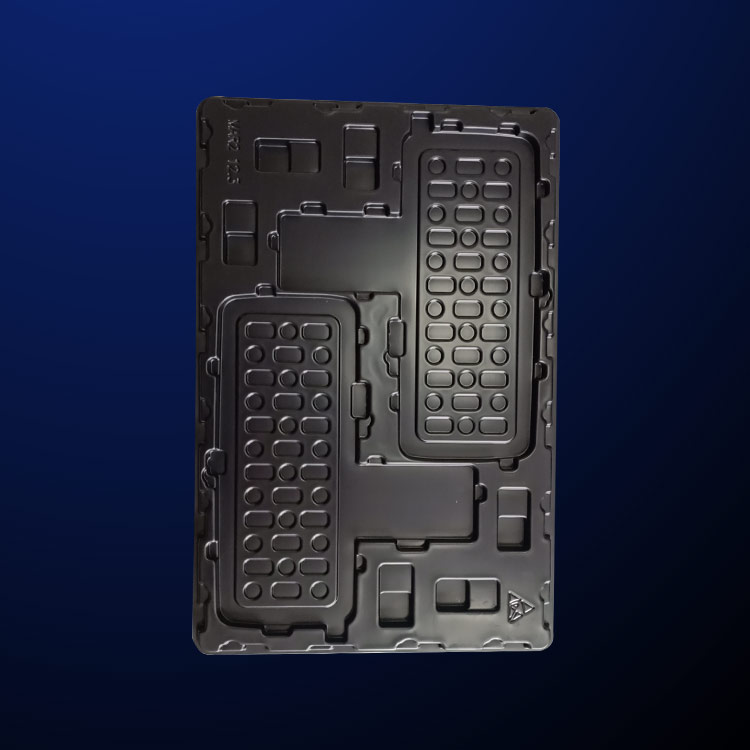

厚片吸塑术语 厚吸塑:一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型,广泛用于塑料包装、灯饰、广告、装饰等行业。 厚片吸塑包装:采用吸塑工艺生产出塑料制品,并用相应的设备对产品进行封装的总称。吸塑包装制品主要包括:泡壳、托盘、吸塑盒,同义词还有:真空罩、泡罩等。吸塑包装设备主要包括:吸塑成型机、冲床、封口机、高频机、折边机。封装形成的包装产品可分为:插卡、吸卡、双泡壳、半泡壳、对折泡壳、三折泡壳等。 泡壳:采用吸塑工艺将透明的塑料硬片制成特定凸起形状的透明塑料,罩于产品表面,起到保护和美化产品的作用。又名泡罩、真空罩、塑料面罩。按泡壳的形式不同,又可分为:单泡壳,双泡壳,插卡泡壳和吸卡泡壳 吸塑盒:是一类有盖和底的吸塑制品,底和盖连在一起的叫对折吸塑盒,底和盖分开的叫天底盖吸塑盒。 厚吸塑托盘:也叫塑料内托,采用吸塑工艺将塑料硬片制成特定凹槽的塑料,将产品置于凹槽内,起到保护和美化产品的作用。 植绒内托:是一种采用特殊材料的吸塑托盘,将普通的塑料硬片表面粘上一层绒质材料,从而使托盘表面有种绒质的手感,用来提高包装品档次。 抗静电托盘:是一采用特殊材料的吸塑托盘,该材料表面的电阻值小于10的11次方欧姆。主要用于电子、IT产品的吸塑托盘。 吸塑模具:吸塑成型生产时用的模具,成本的是石膏模,其次是电镀铜模,贵的是铝模。模具钻有小孔,用于真空吸附热化的硬片,形成吸塑产品。 厚吸塑成型:就是我们常讲的吸塑,采用吸塑成型机将加热软化的塑料硬片吸附于模具表面,冷却后,形成凹凸形状的塑料。 吸塑裁切:吸塑成型后的塑料产品,经过冲床,将大张的片材用刀模分切成单个产品。也叫下料,裁断,模切等。







亚克力吸塑加工常见的吸塑问题 生产制造业中,生产遇到问题在所难免,在亚克力吸塑生产制造中,经常会遇到各种吸塑问题,大大小小各不一样。但是,常见的反反复复也就这几种。今天,小编就来给大家讲讲这亚克力吸塑加工几种常见的吸塑问题。 所谓的吸塑加工就是采用半自动高速吸塑成型机进行生产加工,其基本原理是:将成卷的亚克力片材拉进电炉烘箱内加热至软化状态,乘热再拉到吸塑模具上方,模具上移并抽真空,将软化的亚克力片材吸附到模具表面,同时将冷却水以雾状喷于成型的亚克力片材表面,使其硬化,成型的片材再自动被拉至贮料箱,气动裁刀将成型与未成型片材分离,从而完成全部过程。 亚克力吸塑产品出现的主要质量问题大多在此过程发生: 1.吸塑不到位,是指形状变形,没有吸塑成与模具相同形状的产品; 2.吸塑过度,是指产品过薄; 3.拉线,是指成型产品上出现不应有的线痕; 4.厚薄不均。 这些问题都需要在上好模具后,调试到位,包括:片材前进的时间、加热的温度和时间、抽真空的强度和时间、上模下落的位置、时间和深度、拼版中模具的摆放位置、模具间是否加附件等等。

亚克力厚吸塑需要注意那些事项 选材。 目前国内见到的压克力板材,基本为进口或中外合资生产,板材质量可以说较好。压克力吸塑灯箱之所以市场价格较高,板材价格较高是其主要因素之一。目前市场上压克力板材单价一般在于5-30元/公斤,不但单价高,造成成本摊销很大。材料决定之后,紧接着就需要确定适当的灯箱尺寸,需要明确的是:压克力浇铸板的长度有限,为3-3.5米;压克力挤出板可用卷材的形式供货,理论上长度不受限制压克力挤出板可以制作长度较长的无缝灯箱招牌;如估用压克力浇铸板,一般需要拼接尺寸过大的灯箱招牌,在风压的作用下可能会变形 一般正规的压克力板材生产商都会提供相应的产品规格。 第二模具制作。 大家知道,压克力板通过真空定位、吸压成型,即使是同一个字,尺寸不同也需要不同模具,而模具制作本身要求精度高质量好。因为模具制作本身的精度、质量直接关系到压克力产品的质量,而模具制作具有较高工艺水平,需要经验丰富的技术人员。因此,如前所述,目前市场吸塑灯箱一直牌位,模具的加工应该说是其中的成本。 第三后期制作。 前面讲过,现在压克力吸塑制作基本是机械化制作,一些新设备的应用在提高生产效率同时,大减轻了工人的劳动强度。压克力吸塑材料基本成型后,还要经过铣边、镂铣、打磨等几道工序,后将灯箱铺设光源、烤漆后制作完成。 第四画面处理。 根据客户的不同需要,通过丝网印刷直接将画面转印到压克力板材上,后经真空吸压成型,其中画面中有人物或动物或商品形象,还能再吸塑成立体效果,从而得到更加好的宣传效果。

您好,欢迎莅临乐鱼体育包装,欢迎咨询...





